Current R&D
VMAP - A new Interface Standard for Integrated Virtual Material Modelling in Manufacturing Industry
The extrusion blow moulding process is the standard manufacturing method for hollow plastic parts like bottles, cans, fuel tanks and large containers. The applicability to complex geometries in conjunction with relatively short cycle times ensures a high economic efficiency of the process. However, because of increasing quality standards and competition with alternative processing methods, companies involved with extrusion blow moulding have to continuously enhance the quality of their products. There is a big industrial need for more reliable and more efficient design methods with faster response times. Therefore, the use of CAE methods is increasingly gaining attention. Consequently, the use of simulation procedures not only reduces development costs and time, but also reduces the need for prototypes and physical tests.
One of the biggest challenges regarding the CAE workflow for blow moulded products is the high complexity which involves a lot of data transfer between the different simulation steps. Dr. Reinold Hagen Foundation based in Bonn, Germany has been working on the enhancement of the CAE workflow of extrusion blow moulded parts for many years. The standard CAE workflow involves the process simulation of the parison inflation followed by the simulation of several product tests like drop tests, internal pressure tests or top-load tests. More recent research activities are dealing with the cooling behaviour - including a CFD analysis of the cooling channels inside the mould - and the related simulation of shrinkage and warpage which is a topic of increasing industrial demand.
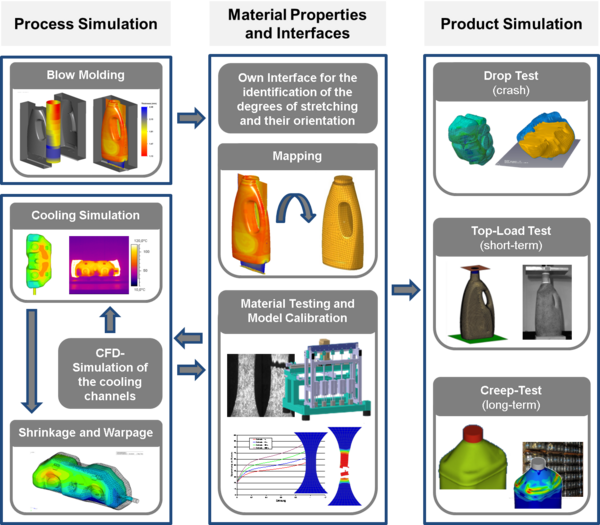
Figure: Simulation workflow of extrusion blow moulded products
As mentioned, the workflow involves several interfaces and data mapping between different simulation tools. A lot of research work has been carried out in the last years to consider the whole process history in the structural analysis more precisely. Because the stretching of the parison during inflation induces molecule orientations which are associated with orthotropic process dependent material behaviour, an own interface has been developed to identify the local degrees of stretching and their orientation using the results of the process simulation. Another important outcome of the process analysis - usually carried out by Accuform/B-SIM - is the wall thickness distribution which is needed by all following analysis steps. All these data have to be mapped to different structural analysis meshes, element types, and material models and correlated with data from material testing.
Currently, a standardized and partly automated CAE workflow already exists but mainly the data transfer from the process simulation to the following structure analysis steps has been considered. Beyond that there are also a lot of additional data transfer tasks between cooling simulation, shrinkage and warpage simulation and product simulation. This involves parameters like e.g. local heat transfer coefficients, the temperature field for every step in time and residual stresses. So every time the workflow is enhanced, a large amount of work is put into solving data transfer problems. The use of different simulation tools like Simulia/Abaqus, Hyperworks/Radios or Hyperworks/Acusolve makes the data transfer even more challenging.
The current workflow of blow moulded parts already utilizes first prototypes of the VMAP Standard in combination with own wrappers e.g. for Simulia/Abaqus. However, this is still associated with a lot of development effort and a partly inefficient solution for only one solver. Therefore the simulation workflow would highly benefit from a further support of the VMAP Standard in common simulation tools. These benefits can be summarized as followed:
- The further development of the CAE workflow for blow moulded plastic parts which might involve new tools, other material models etc. will be much faster and much more efficient by the use of standardized interfaces. So the research focus can be laid rather on new simulation routines or new material models than on data transfer problems which are quite time consuming.
- Currently only specific structural solvers are used for each step in the workflow. A change of the solver is not straightforward because of proprietary tools and necessary manual adaptations. But in some cases it might be useful to use different solvers because one solver cannot always be the best choice for many different simulation tasks. Therefore, the VMAP Interface Standard could offer much more flexibility to use different simulation tools for different simulation steps.
- Furthermore, due to the better and easier integration of the process history, the use of a VMAP Standard could improve the prediction accuracy of the simulation models. Although the correlation between simulation results and physical experiments is quite high in specific cases (i.e. top load), the results can be further improved by e.g. considering of shrinkage and warpage and utilization of nonlinear viscoelastic material models. The improved virtual models will significantly improve the prediction accuracy which in turn will decrease prototype and material costs (i.e. costs for sampling, material, tool changes).

Projectpartners:
Dr. Reinold Hagen Stiftung, Hagen Engineering GmbH, Rikutec GmbH, Kautex Maschinenbau GmbH, Frauhofer SCAI, AF Color
Funding:
ITEA3 Call 3 - 16010 VMAP; national funded via BMBF